

Planétová valčeková skrutkaPriemyselný reťazec pozostáva z dodávok surovín a komponentov v predstihu, výroby planétových valčekových skrutiek v strede toku a následných oblastí s viacerými aplikáciami. V predstihu sú materiály vybrané pre planétové valčekové skrutky prevažne legované konštrukčné ocele a materiály vybrané pre matice a valčeky sú z vysoko uhlíkovej chrómovej ložiskovej ocele; diely zahŕňajú skrutky, matice a ďalšie kľúčové komponenty. Následné aplikácie pokrývajú širokú škálu odvetví, od automobilového priemyslu, ropy a plynu, zdravotníckych zariadení až po optické prístroje, strojárstvo, robotiku, automatizáciu a obrábacie stroje.
Ako pohonné časti sa zvyčajne používajú planétové valčekové skrutkymotorpohony, ktoré sa v posledných rokoch široko používajú v rôznych odvetviach, najmä v letectve a kozmonautike, čo si vyžaduje vyššie požiadavky na motorové pohony, ako je hmotnosť a mazanie atď. Preto je nevyhnutné navrhnúť planétové valčekové skrutky tak, aby zodpovedali motoruaktuátorsystémy a musia zohľadňovať požiadavky priemyselných aplikácií a zároveň zaručovať mechanické vlastnosti.
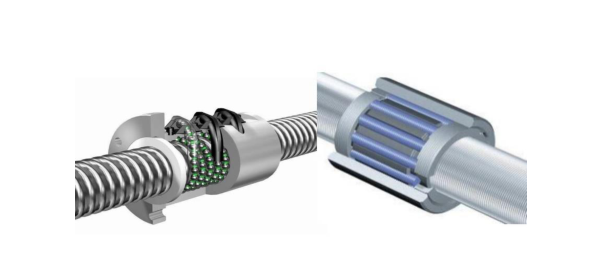
Pri návrhu by sa malo brať do úvahy spracovanie závitu a zubov, priemer skrutky je malý, počet zubov valčeka je malý. Pri návrhu sa zohľadňuje dislokácia koreňového rezu a zabezpečenie zhody stredovej čiary skrutky a stredovej čiary ozubeného kolesa a ďalšie faktory. Aká metóda spracovania zubov ozubeného kolesa je rozhodujúca, všeobecne sa používa metóda vkladania ozubeného kolesa, ale to poškodí časť nosnej časti závitu a zníži nosnosť systému.
Montáž planétových skrutiek s valčekmi je náročnejšia, problémom je zabezpečiť, aby závity valčekov boli zarovnané so zubami ozubeného kolesa a zároveň umožniť postupnú inštaláciu viacerých valčekov. Problém fázového prispôsobenia riešia dva spôsoby: zväčšenie vôle závitu na úkor nosnosti a účinnosti prenosu; nastavenie axiálnej montážnej polohy, ktorá je vhodná pre malé rozstupy, ale v prípade veľkých rozstupov môže spôsobiť uvoľnenie zubov valčekov z vnútorného ozubeného venca.

Pri spracovaní planétových skrutiek je potrebné venovať pozornosť treniu a opotrebovaniu, pretože prenos výkonu závisí od valivého trenia. Správne mazanie, presné obrábanie a čisté prostredie sú nevyhnutné pre zlepšenie spoľahlivosti a životnosti skrutky.

Aby sa splnili požiadavky na výkon a presnosť pohonu planétových valčekových skrutiek, aby sa dosiahla čo najdlhšia životnosť a najvyššia nosnosť, musí mať závitová obežná dráha určitú tvrdosť, zvyčajne HRC58~62, konštrukcia valčeka musí byť malá a závitové zuby hlavného ložiska musia mať tvrdosť zvyčajne HRC62~64.
Pre vysokoteplotné pracovné prostredie alebo materiály z nehrdzavejúcej ocele spracované PRSPRS je vhodná závitová obežná dráha. Pre vysokoteplotné pracovné prostredie alebo PRS spracované z nehrdzavejúcej ocele je vhodná povrchová tvrdosť závitovej obežnej dráhy HRC<58.
Čas uverejnenia: 16. apríla 2024




